五金件加工出现毛刺是什么原因导致的呢?
作者: jingcheng
时间: 2019-10-17 10:18
点击量:
我们都知道五金冲压加工工艺对客户所需产品的质量等级提高是有着很大的帮助。近年来,精密冲压模具的总体技术水平提升很快,模具技术水平、制造精度、使用寿命和制造周期等性能指标方面都有了长足的进步,目前国内一些厂商对五金冲压件厂加工的要求越来越多,对五金产品的加工精度方面的需求也越来越高。但是,也有避免不了产生的不良原因,接下来,小编就为大家分析下五金件加工出现毛刺有哪些原因。
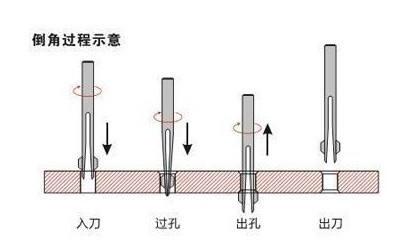
五金件加工出现毛刺主要有以下原因:
一、模具装配误差。如凸模与固定板不垂直或因磨损而松动,或因定位销松动而不能保证凸、凹模有正确的固定位置。
二、导向精度差。模具导向件配合间隙过大引起上,下模中心线不重合影响冲压间隙的均匀性。
五金冲压件
三、安装误差。无导向模具在安装时,上下模位置不准造成间隙不均匀。模具上模板或底板表面不清洁,或上模螺钉紧固不当会造成工作部分倾斜。
四、模具工作时变形。如冲床垫板漏料孔过大、模具下模板过薄、凹模刚度不够等在冲压中由于模具变形而影响间隙。

五金冲压
五、冲床导轨间隙过大。滑块底面与工作台面的平行度不好,或滑块滑动方向与工作台面垂直度不好。
六、工件冲压大。工件冲压时的最大抗力超过冲床公称压力的80%时,对于开式冲床易使“C”形床身变形,使上、下模中心线不重合。
五金冲压件
七、板料平直度差。在五金冲压过程中,使直径较小的凸模发生倾斜。
八、模具材料工艺不当。由于模具选料、锻造及热处理工艺不当,使凹模在热处理或电火花线切割时发生变形,影响了模具间隙的均匀性。
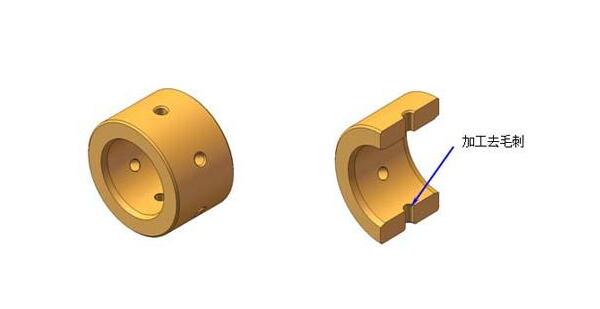
以上内容就是关于五金冲压件产生毛刺的原因,相信大家已经有所了解。五金冲压件毛刺通常是在板料冲裁中产生的,一般来讲是很难避免的,通过提高制件的工艺性,改善冲压条件,可避免或减小毛刺。
最新问答
pogo pin结构分类


弹簧顶针连接器结构分类

 景诚客服
景诚客服 0769-82288327
0769-82288327

